Дробь стальная литая представляет собой закаленную дробь из гиперэвтектоидной стали. Структурой дроби является отпущенный, мелкозернистый и однородный мартенсит, который обеспечивает оптимальную удельную ударную вязкость и усталостную прочность. Этот тип дроби используют, когда необходимо добиться эффекта массы и максимального отскакивания для очистки поверхности, а также для упрочнения поверхности (наклепа).
Дробь ДСЛ наиболее универсальна в применении, дает шероховатость со сглаженными пиками (впадины полусферической формы). При обработке литой дробью WS профиль поверхности характеризуется сглаженными пиками, шероховатость поверхности после обработки характеризуется минимальной глубиной (Rz) и количеством пиков (Рс) на сантиметр. Имеет максимальный жизненный цикл, благодаря высокой устойчивости к истиранию и эффективна при обработке деталей с труднодоступными полостями вследствие явления рикошета.
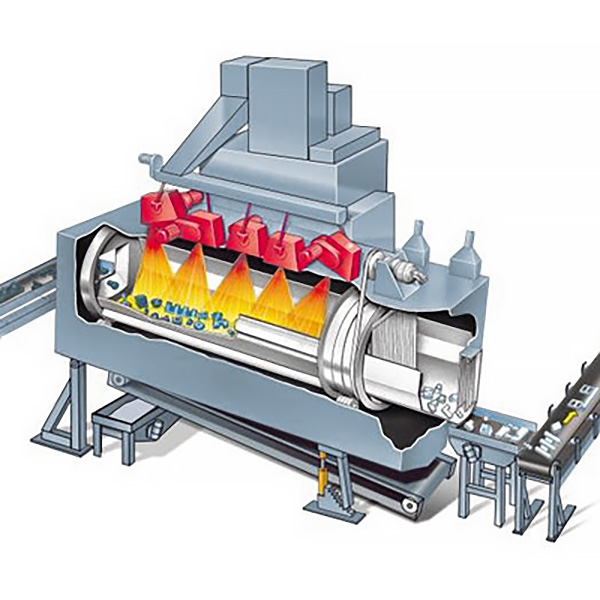
Литая дробь используется в дробеметном оборудовании в следующих процессах:
- очистка литья и литых заготовок от формовочных смесей (стальное и чугунное литье, медные и алюминиевые сплавы);
- удаление окалины (поковки, штамповки, детали после термообработки);
- упрочнение поверхности – наклеп (пружины/рессоры, валы/тяги; для этого процесса доступна стальная литая дробь WS специальной твердости 52-57 либо 57-61 HRC);
- очистка и подготовка поверхности перед покрытием.
Основными характеристиками этой дроби являются:
- оптимальная твердость, позволяющая производить быструю и качественную обработку,
- ударная вязкость, обеспечивающая исключительно долгий срок службы дроби,
- упругость, повышающая эффективность за счет многочисленных отскоков, что позволяет достигать участков поверхности, недоступных для прямого удара.
| № фракции | Назначение дроби ДСЛ |
| 0,3-0,5 | Очистка мелких деталей после и до термической обработки, очистка измерительных приборов, счетно-аналитических машин, отливок пишущих, электроаппаратуры, швейного оборудования. Подготовка поверхности детали перед нанесением покрытия различных типов: гальваническое покрытие, эмалирование. Очистка тонкостенного проката, углеродистых, легированных и низкоуглеродистых сталей, а также режущего инструмента. |
| 0,8 |
Применяется в машиностроении для очистки небольших отливок, для крупного и среднего цветного литья. Очистка поверхности всех марок стали проката. Очистка деталей машиностроения после обработки высокой температурой, перед тем, как нанести гальваническое покрытие, перед покраской. |
|
0,8 1,0 1,4 |
Упрочнение рессорных листов (толщиной 10 - 20 мм). |
|
1,0 1,4 1,8 |
Используется для очистки насосного и компрессорного литья, вагонного и дизельного литья средних размеров, среднего и мелкого стального литья, крупного цветного литья, листового проката средней и большой толщины. Применяется в очистке средних размеров машиностроительного литья. Очистка поверхности деталей после обработки высокой температурой. Перед нанесением краски или гальванического покрытия. |
|
1,0 1,4 1,8 |
Применяется для упрочнения торсионных валов (диаметр 30-80 мм), цилиндрических витых пружин (диаметр витка от 5 мм), для деталей, имеющих сложную геометрическую форму (длина от 100 мм). |
|
2,2 2,8 3,2 3,6 |
Назначение: очистка среднего, тяжелого, особо тяжелого и чугунного либо стального литья для гидравлических турбин, воздуходувок, турбогенераторов, прокатных станов, блюмингов, блоков цилиндров тракторных и автомобильных двигателей, а также в дизелестроении. |
|
3,2 3,6 |
Используется как полуфабрикат для получения дроби ДСК. |