РУСЛИТТЕХ представляет пневматические вибротрамбовки 4-х головочные (четырехпоршневые) для уплотнения боковой футеровки печи серии САРМАТ
Вибротрамбовщик вибирается исходя из диаметра шаблона для футеровки индукционной печи. Диаметры шаблонов для трехбойковых трамбовок от 1280 до 1700 мм
Данный тип трамбовок используется для бокового уплотнения огнеупорной смеси (футеровки печи) и значительно облегчает данный процесс для рабочих.
Конструкция вибротрамбовки
Пневматические трамбовки для бокового уплотнения футеровки индукционной печи конструктивно выполненны с чытыремя головками поршня (бойками), каждая из которых оборудована отдельным регулируемым вибромодулем.
В устройство подаётся сжатый воздух. Подключать устройство следует к источнику с давлением не менее 7 бар (0,7 Мпа).
Данная пневмотрамбовка подвешивается за петли на крюке крана и затем опускается внутрь шаблона (на нижний его уровень), предварительно установленного в тигель индукционной печи, затем включается подача сжатого воздуха и устройство генерирует и обеспечивает ударную силу от которой работают вибрационные модули, которые в свою очередь производят вибрацию трамбовки на основании биения рабочих головок (поршней) об стенки шаблона, чем и обеспечивается уплотнение сухих масс.
Сжатый воздух поступает через впускную систему сверху трамбовки посредством подключения шланга подачи воздуха к заводской системе сжатого воздуха.
Принцип работы
По шлангам сжатый воздух попадает в пневмораспределительные модули, где также в цилиндре находится поршень. Сжатый воздух при давлении давит на поршень внутри цилиндра, в результате чего поршень бьет по подпружиненной рабочей головке вибромодуля, которая бьет по стенке шаблона, выпуская при этом сжатый воздух из пневматического цилиндра.
Многократное повторение данного процесса обеспечивает непрерывное вращение автоматического вибрационного устройства внутри тигля, а также трамбовку сухих масс в тигле индукционной печи. Уплотнение происходит сверху вниз. Как только устройство достигло соответствующей верхней отметки, то можно считать, что футеровочная масса достаточно уплотнена.
Для удобства проведения процесса футеровки индукционной печи с помощью пневматической выбротрамбовки, рекомендуется использовать крановое оборудование, установленное непосредственно над тиглем печи, где будут проводиться работы по футеровке. Это может быть уже существующая в цеху кран-балка, стационарный консольный кран, либо портальный кран.
Регулировка головок (поршней) вибротрамбовки
Для регулировки расстояния перемещения поршней пневматической трамбовки, в зависимости от диаметра шаблона, используется регулировочная планка (2) с отверстиями.
Для перемещения поршня пневмоцилиндра по оси регулировочной планки, необходимо вытащить фиксатор (1) и произвести перемещение пневмоцилиндра вместе с регулировочной планкой, на требуемое расстояние, затем вставить фикксатор обратно. Аналогичная процедура для второго поршня, поршни должны быть установлены на одинаковом расстоянии.
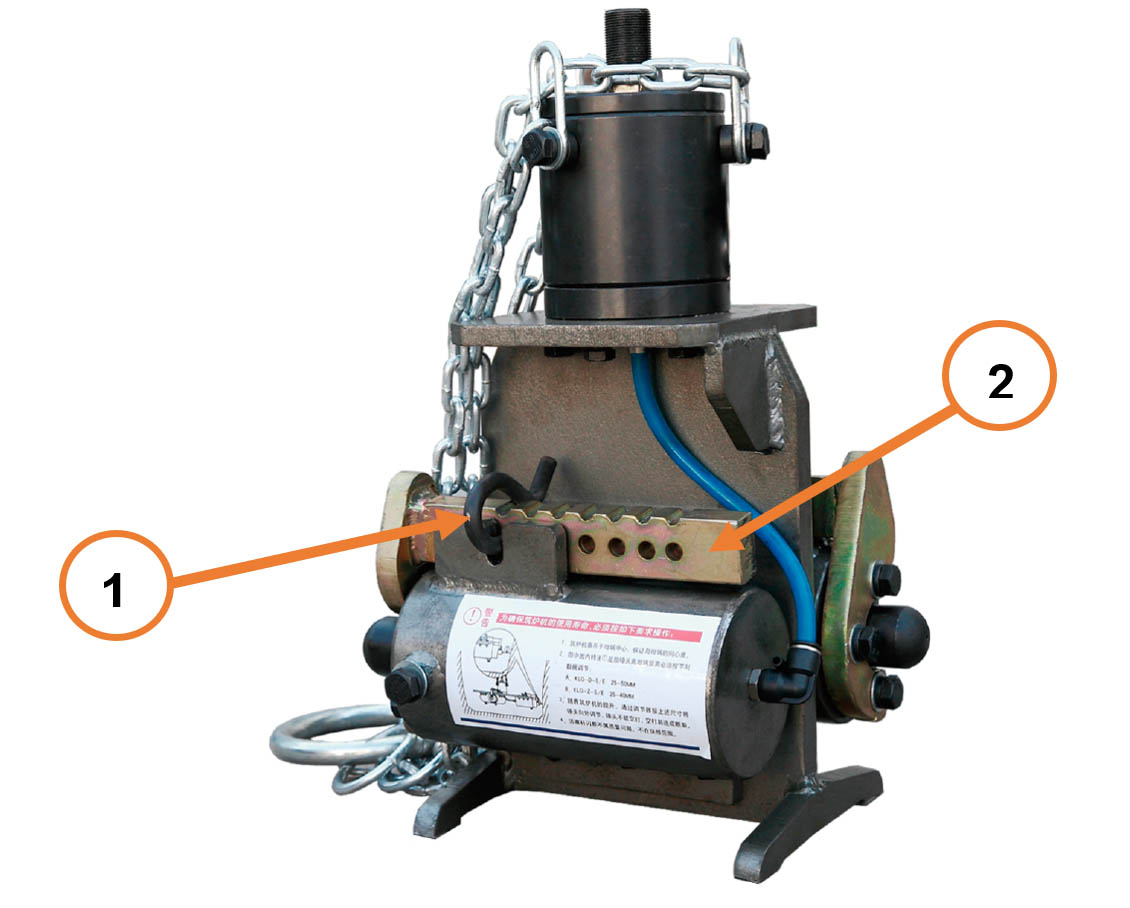
Рисунок 1. Настройка пневматической вибротрамбовкой САРМАТ от РУСЛИТТЕХ.
Порядок работы с пневматической вибротрамбовкой
- Поместите шаблон в середину печи. Закрепите шаблон и убедитесь, что расстояния до стенок печи равны.
- Заполните огнеупорный материал слой за слоем. Выровняйте и удалите воздух из огнеупора с помощью вилочного инструмента между слоями.
- Вставьте воздушный шланг в трамбовку для уплотнения стен.
- Повесьте трамбовку для уплотнения стен на кран, отрегулируйте положение.
- Поместите пневматическую трамбовку в шаблон и опустите ее вниз, на расстояние не менее 100 мм от нижней части шаблона, так, чтобы трамбовка не касалась дна шаблона.
- Трамбовка для уплотнения стен должна висеть. Начните работу с давлением воздуха 3-4 бар, затем увеличьте давление до 6-7 бар.
- Когда начинается работа трамбовки, поршни перемещаются, совершая ударное воздействие на стенки шаблона, в то же время трамбовка поворачивается вокруг своей оси.
- Для эффективных ударов расстояние поршней до стенок должно быть отрегулировано. Сильные удары заставят трамбовку поворачиваться вокруг своей оси быстрее.
- Если поршни почти не касаются стенок, их расстояние должно быть отрегулировано. Если поршни работают очень близко, их расстояние также следует отрегулировать.
- Пока продолжается операция уплотнения стен, огнеупорный материал должен постепенно заполняться, когда это необходимо.
- Система должна быть остановлена, когда уплотнение футеровки достигает 200 мм расстояние от вершины. Операция верхней футеровки должна быть сделана вручную.
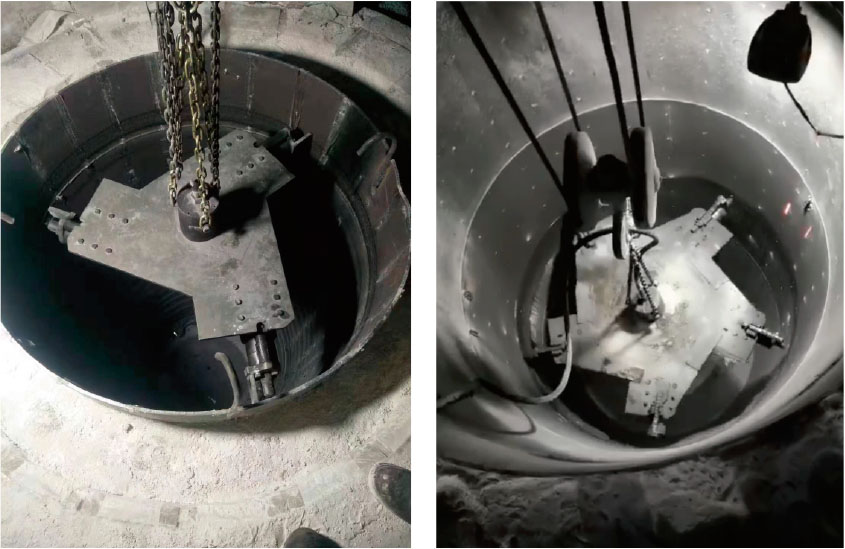
Рисунок 2. Уплотнение футеровки печи с помощью пневматической вибротрамбовкой САРМАТ от РУСЛИТТЕХ